

LAKE
Förderkennzeichen: 49MF180104
Projektlaufzeit: 01.12.2018 bis 31.03.2021
Laser welding of additively manufactured components
Aim of the development
The forward-looking technology of additive manufacturing processes continues to enjoy growing popularity. Unlike conventional processes, increasing complexity of component geometry does not lead to exponentially increasing production-related costs and time, but keeps them at a nearly constant level. The production costs of these additively manufactured components are further reduced by new methods. One way to save costs is to position the component in the installation space of the beam melting system in such a way that the installation height is minimized, so that the time-intensive coating cycles are reduced due to fewer layers being produced. Another way of reducing costs is to position a conventionally manufactured component (semi-finished product) in the installation space of the system and to continue additive manufacturing on it. This presents a particular challenge in terms of positioning in the installation space of the system and for the system user, and has so far only rarely been used in series production. If an attempt is made to combine the advantages of the two variants, i.e. to reduce the overall height and combine conventionally manufactured parts with additively manufactured parts, a further opportunity to reduce costs arises. The aim of the research project was therefore to develop a laser beam welding process for joining PBF components as a hybrid or pure PBF variant of similar materials.
Advantages and solutions
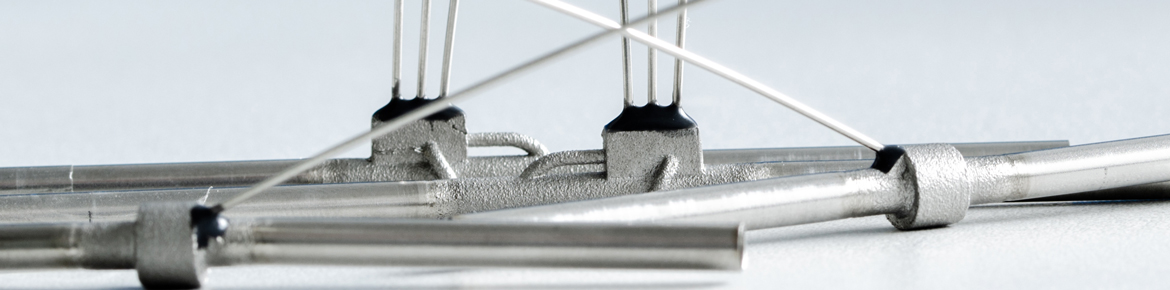
The joining surfaces of the additively manufactured semi-finished products were deliberately not pretreated by turning, for example. The investigations focused on the austenitic material 316L, the aluminum alloy AlSi10Mg, which is frequently used in the PBF process, and the nickel-based alloy IN718. In addition, different surface finishes and manufacturing processes were combined. By using different powder types and process parameters in the construction of the PBF components, as well as different manufacturing processes in the production of the conventional components, it was possible to demonstrate the influence of the surface finish. For the 316 L material, both water-atomized and gas-atomized powders were available. For the IN78 material, two test batches, coarser (45=D50=135) and finer powder (30=D50=60), were initially investigated. The powder for the material AlSi10Mg was used here in gas atomized form. The production of defect-free and dimensionally accurate PBF components depends on the process parameters of the beam melting system. Therefore, two sets of parameters were developed for each of the powders to be processed in order to produce different surface finishes. The basis for the statistical test design was provided by preliminary tests in the form of blind welds on conventionally produced as well as on PBF semi-finished products. In addition, investigations were carried out on hybrid joints, designed as I-seams in butt joints. This allowed the weld penetration limit and the limit of a melt pool breakdown to be determined experimentally. Aspherical optical elements were acquired for beam expansion and shaping. By integrating them into the system technology, a collimated Gaussian beam is converted into a top-hat or donut profile in the focus. By means of a beam analysis system, the beam measurement has been performed at a laser power of 400 W. The workpieces were clamped centrally in a welding fixture and welded in the tub position (PA) in I-seam, designed as a butt joint, with the feed being realized by the rotary axis. The main focus is a defined positioning of the specimens in butt joint welding and "as-build" body edges (of the PBF semi-finished products) at different semi-finished product diameters. Subsequently, the fabricated specimens were examined non-destructively and destructively for their weld geometry, porosity, roughness and gas tightness. The planned objective of the project - the development of a laser beam welding process for the material-to-material joining of PBF components as hybrid or pure PBF variants of materials of the same type - was achieved. By providing information on handling and process control, the user is enabled to weld PBF components with similar or conventional components in a targeted manner. Additively manufactured components can be joined to conventional or additively manufactured components by laser welding under specific conditions. In doing so, they meet basic requirements for seam quality, gas tightness, mechanical strength and pore content according to the standard. Important for achieving a high-quality joint is the determination of the specific parameters for the respective combination of material pairing. The main process parameters to be considered are laser power, welding speed and line energy - resulting from power and feed rate. If the line energy was too high, in terms of material and wall thickness, increased void formation was observed. Furthermore, it was shown that the combination of laser power and feed rate contributes significantly to reliable gap bridging for the pure PBF joints.
Target market
The findings generated from the research project contribute to an increase in the performance of laser welding, which could lead to widespread use or even transfer of the findings to other joining processes. This is due to the fact that, in addition to the welding of conventionally produced semi-finished products, the range of products is being expanded to include hybrid or pure PBF joints. In addition, there is no need to resort to larger installation spaces on the part of PBF plant engineering. Both the welding of the components and the elimination of machines with huge installation spaces result in higher productivity and increased cost efficiency.
