

InGlas
Förderkennzeichen: 49MF170112
Projektlaufzeit: 01.04.2018 bis 31.07.2020
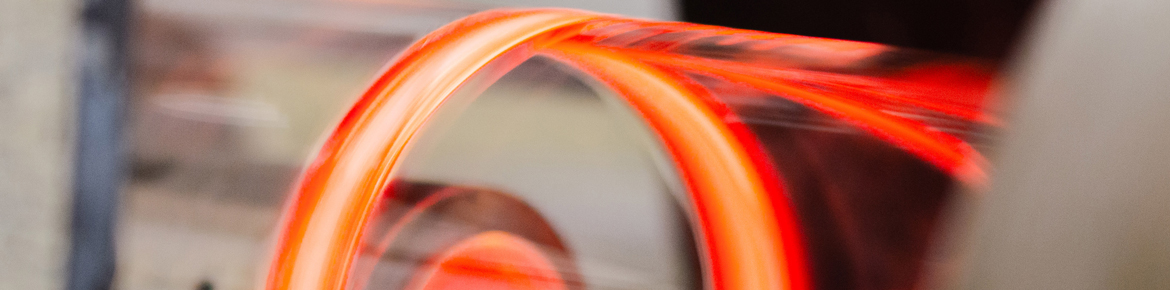
Innenwandiges Fügen von Glasrohr mittels CO₂-Laser
Aim of the development
The joining of glass is a necessary technology for many products and glass apparatus in the pharmaceutical, chemical, lighting, environmental and microelectronic industries, or is used in the fiberglass industry. Therefore, glass joining is of great importance for many companies. One specific application is the joining of receiver tubes for solar thermal power plants and vacuum tube collectors for water heating in heating systems.
In this manufacturing process, the quality of the joined joint is particularly important. Inclusions in the glass or inhomogeneous joining zones reduce the energy efficiency of the systems. In 2016, 0.74 million square meters of solar cell area were added to the existing 19.9 million square meters. This represents an increase of approximately 3.7% and the trend is upward. This technology has already saved 190 million euros in fuel costs by 2015. Currently, the most commonly used technology for joining glass tubes is based on a gas burner as a radiation source.
This variant of the joining process has become established, particularly among small and medium-sized companies. In contrast, the process based on a CO2 laser has just passed the market entry threshold and is mainly used by larger companies. The reason for this is that smaller companies are hesitant to switch to laser-based processing due to the high investment involved. As a result, however, these companies lose out on the major advantages of the new technology.
In the project, the laser-based glass tube joining process was to be qualitatively and quantitatively further developed. In terms of quality, the aim was to improve the optical quality of the seam by reducing seam elevation and to increase strength by reducing the notch effect. Quantitatively, a shortening of the heating phase was expected by applying the energy to the complete circumference of the tubes (increase in productivity). A process was to be developed that would eliminate the disadvantages of high centrifugal forces and uneven temperature distribution when processing glass tubes with diameters greater than 40 mm. The development should further show improved efficiency compared to the conventional process.
Advantages and solutions
Heating of the glass tubes is not carried out over the outside of the tubes as in the conventional laser joining process, but occurs simultaneously over the entire circumference of the inner tube. For this purpose, a conical mirror was developed which projects the annular laser radiation simultaneously onto the inner tube walls to be joined. Due to the simultaneous heating of the entire circumference of the tube, it is possible, with adapted rotational speeds of the tubes, to greatly minimize the centrifugal forces that occur and to achieve a qualitative improvement of the weld with a greatly reduced notch effect.
The construction was designed to include a device for suction and at the same time to allow cooling of the conical mirror. In this case, the exhaust serves to remove sublimate from the processing chamber to avoid contamination of the mirror surface and the glass inner surfaces. An integrated beam combiner with cooling and holders serves to use the measuring beam of a pyrometer for laser power measurement and control during the welding process. Furthermore, a reflector system was developed to recover scattered radiation. This enables a reduced temperature gradient, which in turn leads to a reduction in thermally induced stresses.
As a result, there are qualitative advantages for the weld seam in particular, characterized by the fact that no bead formation and no seam superelevation occur in the joining zone, thus avoiding notch effects, and the residual stresses of the joining zone with reflector have been reduced by 7% compared with the ESM project.
Target market
Target groups for the economic exploitation of the project are located in the lighting industry (optical transparency, reduced energy consumption), medical technology (optical transparency), chemistry (no change in the chemical composition of the material), solar thermal and photovoltaics (improvement of efficiency in energy production, reduction of energy consumption in manufacturing). The development of innovative technologies in the above-mentioned areas requires the use of new processing methods that reduce energy consumption, lower costs for manufacturers and consumers, and improve the quality of the product.
The many years of experience of ifw Jena in the field of laser material processing, as well as the extensive technical equipment of the institute, allow the goals regarding the further development of new and innovative technologies to be advanced. Through the further development of laser-based glass tube joining, by means of simultaneous circumferential irradiation on the inner tube, a manufacturing process exists that leads to high-quality end products. Compared to existing processes, a further increase in the quality of the joining zone could be achieved.

