

SiBaLOM
Förderkennzeichen: 49MF190007
Projektlaufzeit: 01.05.2019 bis 30.04.2021
Silicatic components by means of LOM-processing
Aim of the development
The development and qualification of an additive process chain for the manufacture of complex and optically transparent glass assemblies were the subject of the research work. With the development of a process chain, the basis was created for manufacturing assemblies based on laminated object manufacturing, i.e. the layer-by-layer construction of a body. The process is intended to achieve a higher degree of automation, shorter product development times and improved feasibility of individual solutions in the manufacture of innovative semi-finished or finished products for companies in the glass processing industry. In classic laminated object manufacturing, film material is bonded by material or force. This is usually done by bonding or pinning or clamping. It can be assumed that the transparency of the glass is impaired and thus the optical properties are changed or stresses are induced in the glass. In addition to the long-term behavior of laminar joined glass components, tightness requirements with respect to liquid or gaseous media are also a key target parameter when it comes to thermal management processes in a glass component.
Advantages and solutions
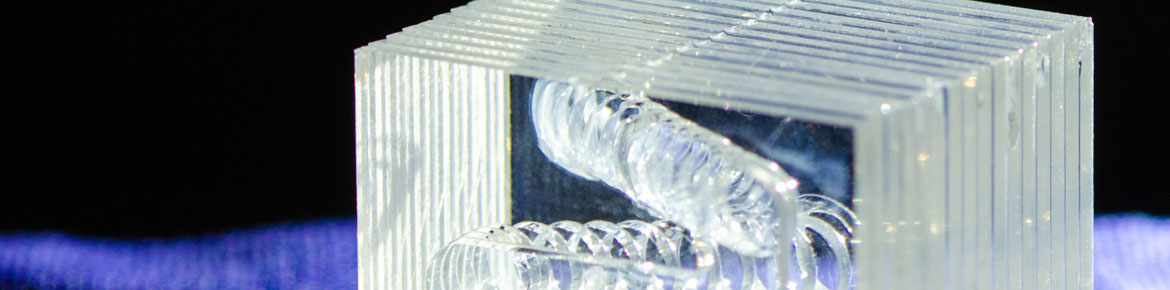
Laminated object manufacturing was considered in two process steps. First, the layers for the component to be manufactured are contoured by CO2 laser beam fusion cutting or alternatively by water jet cutting, and then joined by diffusion welding. In CO2 laser fusion cutting, a number of glass systems tend to have changes in the glass composition in the edge region due to the thermal input of the laser, as well as burrs and stresses at the cut edge. These material changes and shape deviations are detrimental to the welding process. Therefore, the more burr-free the edge quality is after laser cutting, the more reliable the joining process is. The heat-affected zone as well as the burr formation had to be minimized by varying suitable process parameters. The choice of the appropriate parameters for diffusion bonding had to be coordinated in such a way that the transparency in the joining surfaces and the mechanical properties as well as dimensional stability were maintained. In this way, a joined component with the same material properties is created from several layers, which are hermetically sealed and mechanically stable. No foreign materials are introduced in the process. The experimental investigations in the research project were carried out using substrates made of quartz glass and borosilicate glass with thicknesses from 0.5 mm to about 3 mm and were thus oriented to relevant semi-finished products and specific products of the glass industry. Due to their very good thermal and chemical resistance, quartz glass and borosilicate glass are among the standard glasses in demand in glass apparatus engineering, microfluidics, microelectronics, optics or medical technology. In addition to preliminary investigations for cutting and welding, demonstrators were constructed in a further process step and divided into layers on the program side with the respective generated files for the component design. These form the basis for the subsequent laser processing. The constructed model can also be used for a simulation with a coupled-field static analysis system, taking into account the mechanical and thermal conditions. This allows the diffusion bonding process to be planned and the experimental effort to be minimized. Demonstrators were used for additional qualification of the processes for low-expansion glass ceramics. Scaling possibilities with respect to sizes were considered, samples were produced and tested. The results of the tests carried out demonstrated that the combination of processes based on laminated object manufacturing using cutting and welding processes makes it possible to produce complex and reproducible glass components with internal structures. Depending on the type of glass, production-related differences in cutting became apparent. For quartz glass up to a material thickness of h = 2 mm, laser-based cutting processes can be used; for thicker glass, waterjet cutting is preferred. For borosilicate glass, it has been shown that laser cutting can only be used to a limited extent. This is due to the formation of a bead at the cut edges. In addition, the chemical composition of the glass changes due to the high energy input during the cutting process. As a result, stresses are induced which lead to edge chipping. Both types of glass can be welded over large areas, taking into account the diffusion-weldable surface requirements and the material properties in terms of flatness and roughness, and meet the target requirements of the project with regard to additive manufacturing. This concerns the high vacuum densities and helium leakage rates for glass components with complex channel structures for thermal management requirements. The manufacturing solution approaches for the LOM process were transferred to low-expansion glass ceramics, which allow innovative approaches for further developments in the final properties.
Target market
The project results are highly relevant for the manufacture of silicate heat exchangers or mini-labs in microfluidics, among other applications. Compared to metallic or ceramic additively manufactured semi-finished products or complex components with cavities, these are characterized by their transparency. This allows flow, mixing and dispensing processes to be observed in real time. Complex glass components are used primarily in the chemical industry, in environmental and measurement technology, in lighting technology and in processes in the semiconductor industry. The material glass is temperature-resistant, chemically resistant, electrically non-conductive, impact-resistant and transparent over a wide spectral range, which is of great importance for process observations in the analytical and optical fields. Due to the advantages of glass, increasing complexity of elements and assemblies to be manufactured, and application requirements, the conventional glass processing industry is reaching its limits in both cold and hot processing for new products. There is also an emerging need to expand existing product portfolios of the glass manufacturing or glass processing industry. Based on these aspects, the development of new processes and process combinations for the material glass is necessary in order to be able to provide individual solutions for glass assemblies in ever shorter product development times. This is where additive manufacturing technologies can come in and have the potential to produce sophisticated glass products with filigree structures in a flexible, automatable and individual way and to map them as a digital process chain. Components are already being manufactured and used in a wide variety of industrial sectors using additive manufacturing technology. The production of silicate glass assemblies via the LOM process is new and no comparable processes are known.
