

OSA

Förderkennzeichen: MF160073
Projektlaufzeit: 01.02.2017 bis 31.07.2019
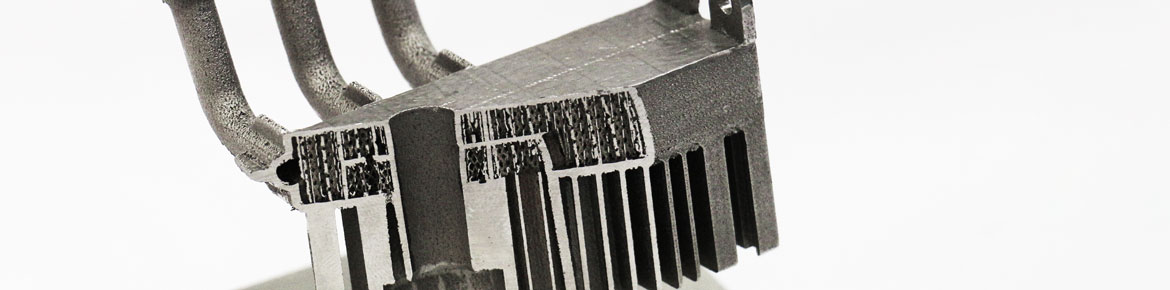
Optimierung von Schweißdüsen mittels additiver Fertigung
Result
The project was divided into three sections:
- Evaluation of current industrially used nozzle systems
- Analysis of the individual influencing factors and derivation of a nozzle design suitable for L-PBF
- Improvement of component accessibility
First of all, a systems engineering analysis of industrially used nozzle systems for laser beam welding was carried out. The objective was to evaluate the suitability of these systems for the resulting gas coverage of the joining zone. Target parameters such as residual oxygen coverage, nozzle distance, accessibility and flow formation between nozzle outlet and component surface were the main focus of the investigations. The knowledge of these parameters was essential for the further project.
In the following section, the objective was to analyse the individual influencing factors. For this purpose the nozzle was divided into the sections nozzle inlet, flow rectification and nozzle outlet. By means of numerical simulation, streak measurement and residual gas determination, both geometrical influences and the influence of surface roughness were determined. Furthermore, the individual factors were combined to an optimized nozzle design and a final design for the LPFB process was developed.
In order to avoid the laboratory character of the investigations and to meet the requirements of industrial use, the final design was tested on industry-related applications from the welding technology sector. For example, a dished end was welded to a pipe segment. Welding was carried out both without and with filler material. The focus was on nickel-based alloys and duplex steels.
Finally, the joining zones were subjected to a comprehensive characterization of the material. Overall, the quality of the joining zones was rated as very good.
The development and use of flexible and modern welding processes is being carried out, for example, in the medical and food industry, automotive industry or automotive supplier industry, aerospace industry and mechanical, plant and container engineering.
These modern processes increasingly require the use of modern joining technologies in order to produce joints with little post-processing on the one hand and to open up further areas of application on the other hand, which have a considerable savings potential through the use of suitable shielding gas nozzles. Protective gas and gas absorption sensitive material classes react very sensitively to instabilities of the protective gas atmosphere during the joining process. These instabilities result in the formation of tarnish or oxide layers, weld spatter and/or pores in the area of the seam, which impairs the specific material properties. The oxide layer is removed in a further process step by mechanical processing or with a wet-chemical cleaning process.
In industrial sectors such as food and medical technology, however, the use of chemicals for post-processing is prohibited, as these are biologically incompatible and therefore a further process step is required after cleaning.
The adapted inert gas nozzles developed in the research project created the prerequisites for a further development step. By using these designed gas systems it is possible to reduce both the running costs and the investment costs in the welding process.
The addressed focus on achieving a significantly improved shielding gas coverage now enables a higher quality end product (without wet-chemical finishing). As a result, SMEs can use this tool to bring a higher quality and more cost-effective product to the market. For some products, costs play a rather subordinate role if high-quality products with their added value can be used where materials and systems (energy technology, vacuum technology, medical technology) with outstanding properties under extreme conditions are in demand.