

FlexPower
Förderkennzeichen: 49MF180063
Projektlaufzeit: 01.10.2018 bis 31.12.2020
Schnelle Strahlformung von High-Power-UKP-Lasern
Aim of the development
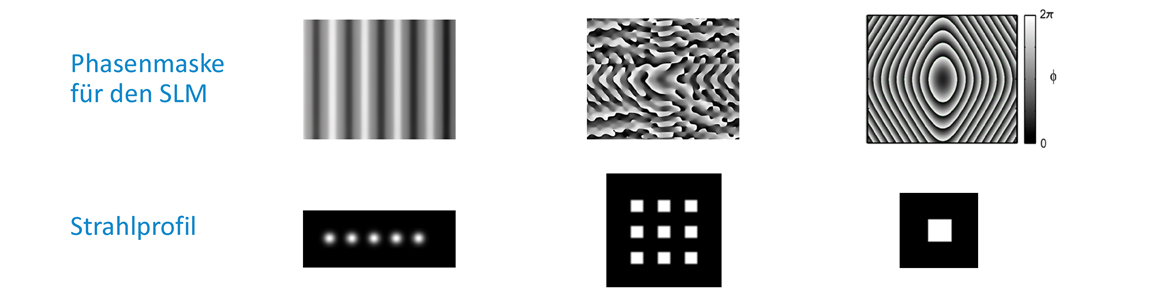
This project was concerned with the possibility of using a spatial light modulator (SLM) to make useful use of the high average power of a modern ultrashort pulse (UKP) laser, which is possible today, for micromaterial processing. The SLM acts as a diffractive optical element in reflection, analogous to a mirror that can be deformed at will. For example, the SLM can split a laser beam into many nearly arbitrarily arranged sub-beams, modify the intensity profile of the laser beam, or do both simultaneously. This approach makes it possible, for example, to split a UKP laser with an average power of 100 W into 20 partial beams of 5 W each. This would then allow, for example, the simultaneous generation of 20 structures at the same time. The central objective of the project was the programming and practical application of algorithms that allow an SLM to be controlled in such a way that it can convert a UKP laser beam into arbitrary intensity distributions and arrangements of partial beams.
Advantages and solutions
ifw Jena was able to simplify the formation of top-hat beams to the point where it is suitable for industrial use. First, a strong simplification for known formulas for the conversion from Gaussian to top-hat was found and shown to produce beams of the same quality. The approximation is a simple hyperbolic function whose parameters have a direct, traceable effect on the laser beam. The required computing power has been reduced to one fifth and is therefore especially interesting for real-time applications where phase masks are changed during a machining process. Secondly, ifw Jena has succeeded in modifying the Gerchberg-Saxton algorithm and formalizing favorable initial conditions in such a way that solutions with the smoothest possible phase progression are found. As a result, the perturbations in the target distribution can be drastically reduced. In short, the solution is to show the GSA at the first iteration the relation between the starting distribution (often a Gaussian beam) and the smallest feature of the target distribution (also often a Gaussian beam due to diffraction limitations). This can be achieved by scaling the target distribution in size until it is smaller than the Fourier transform of the starting distribution. Instead of randomly destructively superimposing different parts of the beam to create the target focus (which is prone to optical noise -Speckles-), the algorithm then "notices" that a simple lens (or its phase equivalent) is sufficient for focusing and from there finds phase masks that are much simpler and smoother, resulting in much less noise in the target distribution. The phase mask calculated for the reduced target distribution can be easily scaled in size after the algorithm is finished to achieve the desired target size in the application. This advancement of the Gerchberg-Saxton algorithm allows easy computation of phase masks that produce spurious-free target distributions; even for complex target distributions. This allows the speed in UKP laser material processing to be significantly increased. For example, micro-engineered structures can be generated with 5 x 5 parallel beams, all carrying exactly the same power. But continuous intensity gradients are also possible: for example, an inverse lens profile was generated to carve out a lens from a material by continuous ablation. This avoids the stair-step effect caused by the otherwise usual slicing and scanning.
Target market
The project results are highly relevant for laser marking, among others. By means of flexible beam shaping and splitting, processing times of marking processes can be drastically reduced. A high-power UKP laser with 100 W output power costs about 220,000 €. This power is so high that it can no longer be sensibly applied to a workpiece in a single beam. However, a 16 W UKP laser costs about €150,000, so splitting the 100 W beam into six 16 W beams allows the same productivity that previously required six UKP lasers. The beam-splitting element used for this purpose is relatively inexpensive at €70,000. This example calculation shows that beam splitting a high-power laser can save a large part of the investment costs while maintaining the same productivity when it comes to high-volume tasks. However, the beam splitter is also digitally programmable, so that the beam profile for marking or machining can be adjusted very quickly (even from workpiece to workpiece). This favors the use of laser tools in high-volume production lines. In addition to marking, however, laser material processing is also necessary for the production of electronic components and thin-film systems such as solar cells. Here, processes are often encountered that can be very easily parallelized because, for example, the same processing must be carried out very often on a wafer. In such cases, the developed beam splitting mechanisms can develop their full effectiveness. A competing process to dynamic beam shaping is beam shaping by fixed optical elements (DOE's, gratings, special lens systems). Including the surrounding optics, these systems cost about €10,000. This is much cheaper than flexible beam shaping, but these systems are maximally inflexible: they generate exactly one desired output beam profile for a given input beam profile. In the event of misalignment, faulty calculation or changed requirements, the optical system no longer functions and a new one has to be procured, which is time-consuming. However, UKP applications in particular are characterized by changing requirements, pilot tests and product iterations, so flexibility is extremely valuable here. After about six different applications, flexible beam shaping then pays off financially. This number of different applications is very common in UKP processes because both established manufacturing processes and new ideas cannot always be transferred to UKP technology as expected. Often, many different steps are gone through in process development until the optimal processing method is known.
