

Qualification of WIG-plug-welding of construction steel
Förderkennzeichen: 49MF190043
Projektlaufzeit: 31.08.2019 bis 30.11.2021
Qualification of WIG-plug-welding of construction steel
Development target
Current forecasts show that global demand for steel will increase steadily in the coming years. The economical and resource-saving processing of steel materials requires suitable joining processes, the technological feasibility of which must be investigated in order to achieve high weld seam quality. Adapted parameter solutions for TIG stick hole welding of structural steels with hot wire do not exist to a sufficient extent and must be considered in a complex manner in accordance with the existing parameter diversity. This opens up new possibilities, for example, in steel construction, mechanical engineering, shipbuilding and energy technology (wind power, biogas plants). A problem is the low viscosity of the molten pool when welding structural steel, which has a significant influence on process stability and whose control can only be ensured by precisely defined parameter sets. In addition, with increasing welding speeds, the process tends to produce seam undercurvatures in the edge areas and seam overcurvatures in the center of the weld. However, many companies do not have sufficient capacity to carry out more extensive research projects in the field of TIG tap hole welding.
Advantages and solutions
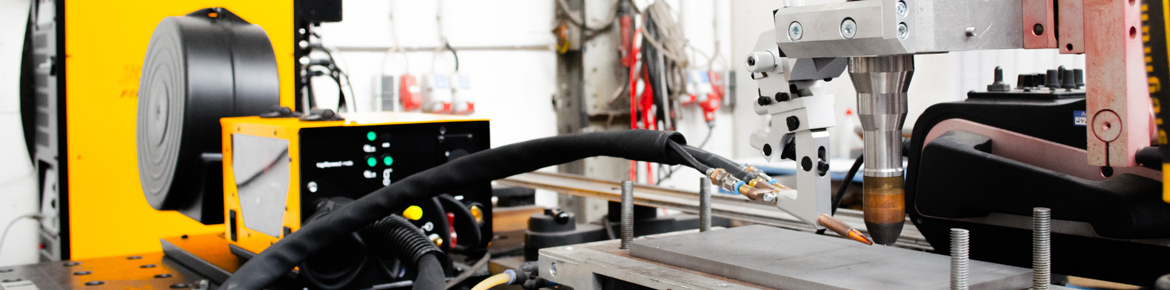
The special feature of this process is its high cost-effectiveness and good weld seam quality, with low equipment and production costs. The solution approach of the research project was based on the use of the TIG tap hole process on different structural steels with 8 mm plate thickness and further on the combination of hot wire filler material feed and pulse current technology. In order to independently determine the influence on the process and thus on the welding result, experiments on the individual processes were carried out in succession. Only after correlation of input parameters with the results of the evaluation was the combined application carried out. Stable processes could be achieved using a gap of approx. 1-1.5 mm and the use of pulse current in combination with hot wire. In order to achieve the standard values for notched bar impact energy, welding speeds =42 cm/min were necessary, which could be achieved by adding approx. 10% helium to the argon as shielding gas.
Target market
The main use of the results is in the specialist areas of materials and production, e.g. on long butt welds. The research results are used directly in the sectors of mechanical and plant engineering, process engineering and production engineering, as well as in research and development. The fields of civil engineering/construction research also derive indirect benefits from the results, since the knowledge generated can contribute to the inclusion of the process in standards and guidelines. The process developed is profitable compared to established processes, but has yet to find its way into industrial production. Therefore, discussions are taking place with interested parties on the use, implementation and realization of the results obtained. In this context, ifw Jena sees itself as a competent partner for developing specific application-oriented solutions for SMEs. The joining know-how gained from the application-oriented welding experiments can be implemented by the companies in their production, which promises them significant economic effects and competitive advantages.